Forced Aeration Composting
ECS whitepaper providing background and fundamentals of forced aeration composting.
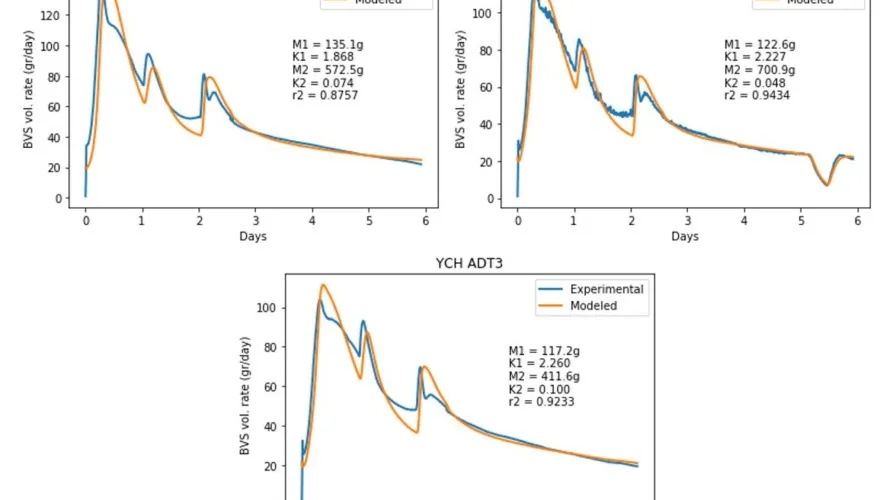
ECS shares experience at modeling compost bio-oxidation, and some of the parameters involved.

Learn the definition, examples, and explanations of compost efficiency.

Register for CREF's upcoming webinar on compost use for stormwater management.
ECS President Tim O'Neill shares how odor can form during composting, and science based strategies to mitigate it.

Learn more about nitrogen and how it behaves in composting.


This article discusses strategies for mitigating vectors at aerated commercial compost facilities.

Join ECS March 27-31st, 2023 for the CREF Certified Operations Training Course.

Napa Waste and Recycling Service wins Large Scale Compost Manufacturer at the USCC 2023 conference.

We look forward to seeing everyone Jan 24-27 in Ontario, CA for US Compost Conference 2023.


Napa organics undergo an aerated static pile compost process. Learn more here.

Sizing compost systems 'too big' or 'too small' can cripple a project's financial returns. This article outlines how to optimize your investment.
